'/%3e%3cpath%20d='M111.397%20125.67L105.593%20135.713L99.7989%20145.753L95.1406%20137.679L94.0069%20135.713L91.5066%20131.394C91.2954%20131.003%2091.0745%20130.62%2090.8342%20130.239L90.7735%20130.129L75.0581%20102.898V100.519C75.0581%2097.7732%2077.2837%2095.5476%2080.0292%2095.5476H94.0069L95.1406%2097.5163L111.397%20125.67Z'%20fill='white'/%3e%3cpath%20d='M72.2629%2076.2687C72.2629%2083.3627%2078.0137%2089.1134%2085.1076%2089.1134C92.2015%2089.1134%2097.9523%2083.3627%2097.9523%2076.2687C97.9523%2069.1748%2092.2015%2063.4241%2085.1076%2063.4241C78.0137%2063.4241%2072.2629%2069.1748%2072.2629%2076.2687Z'%20fill='url(%23paint1_linear_846_105547)'/%3e%3cpath%20d='M166.012%20105.461L166.012%20165.848C166.012%20171.375%20170.493%20175.856%20176.021%20175.856C181.549%20175.856%20186.03%20171.375%20186.03%20165.848L186.03%20105.461C186.03%2099.9332%20181.549%2095.4521%20176.021%2095.4521C170.493%2095.4521%20166.012%2099.9332%20166.012%20105.461Z'%20fill='url(%23paint2_linear_846_105547)'/%3e%3cpath%20d='M146.11%20125.782C148.653%20121.377%20155.386%20123.182%20155.386%20128.267V175.877H135.306V144.499L140.374%20135.714L146.11%20125.782Z'%20fill='url(%23paint3_linear_846_105547)'/%3e%3cpath%20d='M95.1412%20137.681V145.755C95.1475%20150.77%2093.8956%20155.707%2091.5%20160.113L90.7718%20161.358C87.1636%20167.312%2081.6081%20171.835%2075.0466%20174.161V102.9L90.7621%20130.131L90.8228%20130.241L91.4952%20131.396L93.9955%20135.715L95.1412%20137.681Z'%20fill='url(%23paint4_linear_846_105547)'/%3e%3cpath%20d='M196.133%2095.5476H176.053C170.508%2095.5476%20166.012%20100.043%20166.012%20105.589C166.012%20111.134%20170.508%20115.63%20176.053%20115.63H196.133C201.679%20115.63%20206.175%20111.134%20206.175%20105.589C206.175%20100.043%20201.679%2095.5476%20196.133%2095.5476Z'%20fill='white'/%3e%3cdefs%3e%3clinearGradient%20id='paint0_linear_846_105547'%20x1='125.887'%20y1='95.5476'%20x2='125.887'%20y2='165.835'%20gradientUnits='userSpaceOnUse'%3e%3cstop%20stop-color='%234D77FF'/%3e%3cstop%20offset='1'%20stop-color='white'/%3e%3c/linearGradient%3e%3clinearGradient%20id='paint1_linear_846_105547'%20x1='85.1076'%20y1='63.4241'%20x2='85.1076'%20y2='89.1134'%20gradientUnits='userSpaceOnUse'%3e%3cstop%20stop-color='%234D77FF'/%3e%3cstop%20offset='1'%20stop-color='white'/%3e%3c/linearGradient%3e%3clinearGradient%20id='paint2_linear_846_105547'%20x1='186.03'%20y1='95.4521'%20x2='186.03'%20y2='175.856'%20gradientUnits='userSpaceOnUse'%3e%3cstop%20stop-color='%234D77FF'/%3e%3cstop%20offset='1'%20stop-color='white'/%3e%3c/linearGradient%3e%3clinearGradient%20id='paint3_linear_846_105547'%20x1='145.346'%20y1='109.718'%20x2='145.346'%20y2='175.877'%20gradientUnits='userSpaceOnUse'%3e%3cstop%20stop-color='%234D77FF'/%3e%3cstop%20offset='1'%20stop-color='white'/%3e%3c/linearGradient%3e%3clinearGradient%20id='paint4_linear_846_105547'%20x1='85.0939'%20y1='102.9'%20x2='85.0939'%20y2='174.161'%20gradientUnits='userSpaceOnUse'%3e%3cstop%20stop-color='%234D77FF'/%3e%3cstop%20offset='1'%20stop-color='white'/%3e%3c/linearGradient%3e%3c/defs%3e%3c/svg%3e)
Access Control Systems for Factories
1. Why is Access Control Needed in Factories?
Factories are production environments with many important areas such as production lines, warehouses, technical rooms, and office spaces. Access control helps ensure security, effective personnel management, and protection of assets from risks such as theft, resource loss, or unauthorized intrusion.
2. Components of Access Control Systems in Factories
Access control systems in factories consist of various devices and technologies to ensure operational safety and efficiency:
- Central controller: Manages the entire system, processes data from input devices, and executes access rights.
- Authentication devices:
- Door control devices:
- Management software system: Monitors, grants access rights, records, and stores entry and exit history.
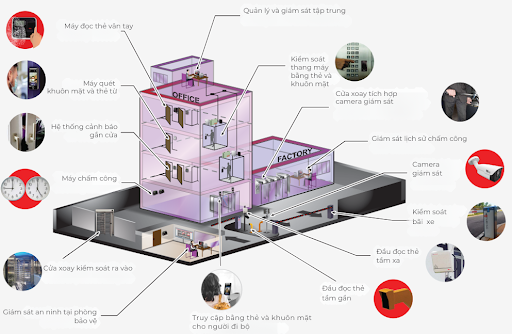
3. Areas Requiring Access Control in Factories
- Main gate: Restricts unauthorized persons from entering the factory premises.
- Production areas: Controls workers, technicians, and machinery operators.
- Warehouses: Prevents unauthorized access to protect raw materials and goods.
- Server and data rooms: Ensures only IT staff or authorized personnel can access.
- Control rooms and management areas: Secures data and important business decisions.
4. Advantages of Access Control Systems in Factories
- Enhanced security: Prevents unauthorized access to sensitive areas.
- Improved personnel management: Tracks employee working hours, supports time attendance.
- Integration with surveillance systems: Works with security cameras to identify individuals entering and exiting.
- Operational optimization: Automated access control helps reduce manual inspection time.
5. Practical Applications of Access Control Systems in Factories
- Manufacturing plants: Managing workers and technicians by shifts.
- Chemical factories: Restricting access to hazardous areas.
- Food processing plants: Ensuring only employees with food safety permits can enter processing areas.
- Warehouses and logistics: Protecting raw materials and products from loss.
6. Development Trends of Access Control Systems in Factories
- Application of AI and IoT: Systems automatically identify and alert if abnormalities are detected.
- Contactless biometrics: Reduces the risk of contamination in factory environments.
- Remote access control: Managing access through cloud platforms.
- Integration with production systems: Creating automated processes and optimizing personnel management.
Conclusion
Access control systems in factories play an important role in enhancing security, optimizing work processes, and managing personnel. With technological development, control solutions are becoming increasingly intelligent, helping factories operate more efficiently and safely.

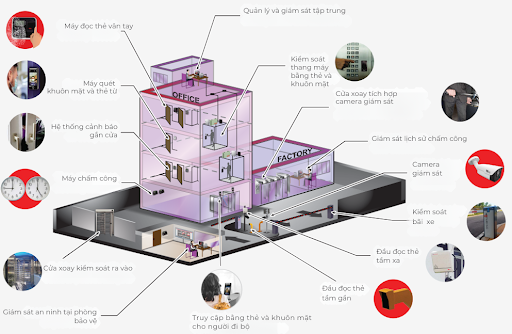
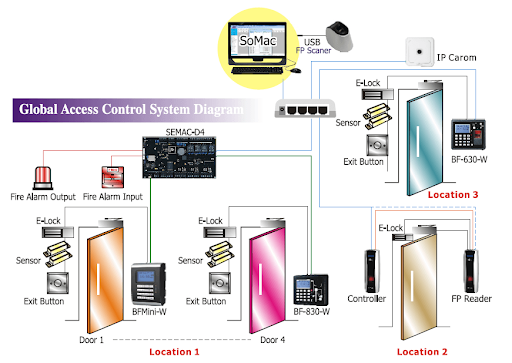
Table of contents